Všetko o veľkostiach výčapu

Vedieť všetko o veľkostiach kohútikov na čapovanie je veľmi užitočné pre každého, kto musí neustále vytvárať práve toto vlákno. Musíte starostlivo zvážiť štandardné rozstupy závitníkov M6 a M8, M10 a M12, M16 a M30. Budete si tiež musieť preštudovať palcové rozmery a zásady výberu sekcie vŕtačky.

Štandardné parametre kohútika
Špeciálne označovacie zariadenie na rezanie závitov je jasne dimenzované. Množstvo sa meria niekoľkými spôsobmi. Hlavný index závitu, dokonca aj pre metrické výrobky, je nastavený na palcovej stupnici. To nie je ťažké vidieť v žiadnom popise takýchto produktov. Takže pre kohútiky M6 je závit vyrobený s prierezom 0,1 cm.V tomto prípade môže byť veľkosť otvoru na závit od 4,8 do 5 mm.

Pre produkty kategórie M6 bude typické základné stúpanie 1,25 mm. A dierovaný priechod pre výrobok s priemerom 8 mm dosahuje 6,5-6,7 mm. Pre menšie konštrukcie (M5) sa takéto rozmery zhodujú s 0,8 mm, resp. 4,1-4,2 mm. Je zaujímavé porovnať tento model s veľkou sériovou vzorkou - M24. Krok vytvárania drážok bude 3 mm a pristávací štvorec sa rovná 1,45 cm.
Kovové označovacie zariadenie, typ M12, prereže 1,75 mm. Prierez otvoru bude 9,9 alebo 10 mm. Pre menšie M10 sa takéto ukazovatele rovnajú 1,5, 8,2 a 8,4 mm (v prípade minimálneho a maximálneho priechodu).

Niekedy sa používajú kohútiky M16. Tieto nástroje vám umožňujú poškriabať vlákna v intervaloch 2 cm, s kanálmi minimálne 1,35 cm a maximálne 1,75 cm.
V niektorých prípadoch je potrebné vytvoriť drážky v intervaloch 2,5 mm. Potom prichádzajú na pomoc vodovodné batérie z kategórie M20. Pri ich prevádzke vznikajú priechody s prierezom minimálne 1,5 cm Rozmery a prevádzkové parametre (v centimetroch) niektorých ďalších označovacích zariadení sú uvedené v tabuľke nižšie. Je dôležité pochopiť, že všetko, čo bolo povedané, sa vzťahuje iba na metrické vlákna.
|
Zadajte index |
Slot zdvih |
Sekcia kanála |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
М4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
Typické rozmery stopky sú tiež normalizované (v milimetroch):
- 2,5x2,1 (pre kohútiky nie väčšie ako M1,8);
- 2,8 x 2,1 (M2-M2,5);
- 3,5x2,7 (len pre kohútiky M3);
- 4,5x3,4 (len pre označovacie zariadenie M4);
- 6x4,9 (od M5 do M8 vrátane);
- 11x9 (M14);
- 12x9 (len M16);
- 16x12 (iba M20);
- 20x16 (značky M27).
Existujú aj stopky:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40 x 32;
- 45x35.

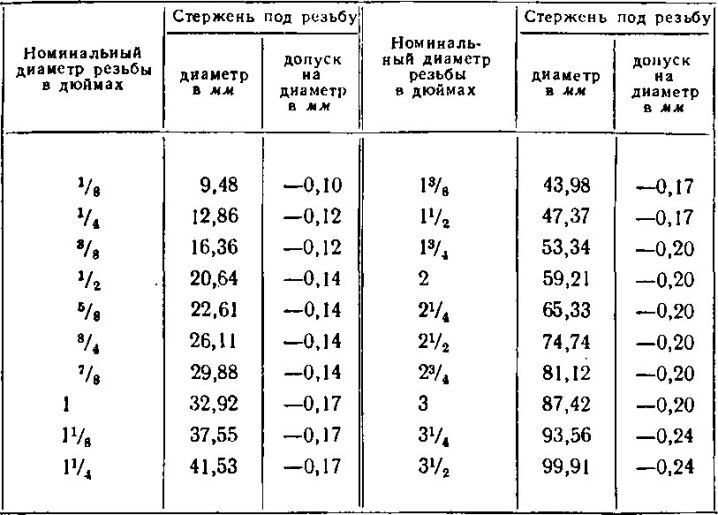
Rozmery v palcoch
Sú typické pre produkty dodávané z USA a Veľkej Británie. Ak je prierez drážok 3/16, potom je otvor položený striktne od 0,36 do 0,37 cm. Pomerne populárne 1/4 palcové kohútiky vytvárajú kanály 5-5,1 mm a pre výrobky triedy 3/8, tieto ukazovatele budú 7, 7 a 7,9 mm. Rozstup drážok (v milimetroch) sa bude rovnať:
- 1,058;
- 1,27;
- 1,588.

Formát 1/2 predpokladá rozstup drážok 2,117 mm. V tomto prípade je položený priechod 1,05 mm. Palcové závitníky majú stúpanie 3,175 mm. Priemer otvoru dosahuje 2,2 cm. Najväčšie modely sú v kategórii 17/8. Stúpanie závitu je 5,644 mm a priemer otvoru dosiahne 4,15 cm.
Treba poznamenať, že spolu s metrickými a palcovými značkovacími zariadeniami existujú aj také, ktoré sú určené na označenie otvorov v potrubiach. Pre 1/8-palcový nástroj je zdvih 28 závitov na palec. Ak je to 1/2 stupňa, potom sa závity vytvárajú v intervaloch 14 otáčok na palec.
Samotné časti riflingu sa budú rovnať 0,8566 a 1,8631 cm.2-palcový potrubný kohútik robí 11 otáčok na palec a predpokladá sa, že zárezová časť je 5,656 cm.
Ako zvoliť priemer vrtáka?
Veľkosť otvorov sa dnes naďalej určuje podľa GOST z roku 1973. Hoci bola táto norma niekoľkokrát revidovaná, jej normy neustále potvrdzujú ich relevantnosť. Z hľadiska práce v priemysle, energetike a iných oblastiach sa nič nezmenilo. Univerzálny prístup je typický pre spracovanie železných aj neželezných kovov. Ak chcete určiť parametre potrebné na rezanie vnútorného závitu, začnite vŕtaním pristávacej plochy.
To sa deje s dvojitým polomerom. Starostlivo skontrolujte, či je kanál pri vŕtaní o 0,1 – 0,2 cm užší ako požadovaná časť. V opačnom prípade potom nebude fungovať robiť zákruty presne s rozmermi, ktoré sú rešpektované. Výber vrtákov sa vykonáva s prihliadnutím na merací štandard, na milimetrovej alebo palcovej stupnici. Do úvahy treba brať aj počet vlákien pre vstup.
Jedna a tá istá odbočka môže byť označená rôznymi spôsobmi. Inštaluje sa meraním medzery medzi susednými bočnými stenami na profile. Najprv sa počíta 10 vlákien. Potom sa odhadne počet milimetrov medzi nimi a toto číslo sa zníži 10-krát. Zdvih sa vypočíta rovnakým spôsobom, ale už sa počíta podľa závitov jedného závitu.

Vlastnosti krehkých a tvrdých zliatin sa líšia od vlastností mäkkých tvárnych kovov. Na to často zabúdajú ľudia, ktorí si vyberajú závitníky na závitovanie. Takže v mäkkých materiáloch pre závit M8 je potrebný otvor 6,8 mm. Pevne - o 0,1 mm menej.
Odporúča sa tiež vziať do úvahy maximálne odchýlky priemeru stanovené v GOST a venovať pozornosť rozdielu medzi konvenčnými a beztrieskovými kohútikmi.















Komentár bol úspešne odoslaný.